Le brasage
Qu’est-ce que le brasage ?
Les notions de base
Le brasage est un procédé qui établit une liaison permanente entre deux pièces métalliques à l’aide d’un métal d’apport qui fond, s’écoule et mouille leurs surfaces. Les surface des métaux peuvent être protégées de l’oxydation durant l’assemblage par un gaz ou un flux.
Les avantages du brasage
Puisqu’il est réalisé à basse température, il ne fait pas fondre le métal de base. Par conséquent, il assure un contrôle plus serré des tolérances. Il permet aussi d’obtenir un joint propre sans qu’il soit nécessaire de faire une finition secondaire. Au même titre que le soudage, le brasage est solide et résistant.
Le brasage par capillarité
Le brasage par capillarité est la technique de brasage la plus répandue. Le métal d’apport s’introduit entre deux surfaces faiblement espacées grâce aux forces capillaires. Le jeu doit être le plus régulier possible et prévu lors de la conception de l’assemblage.
Notions de soudobrasage
Le soudobrasage est un procédé de brasage fort dans lequel le joint soudobrasé est obtenu bout à bout, par une méthode analogue à celle du soudage par fusion, mais sans aucune action capillaire, ni fusion des métaux de base. Nous pouvons aussi parler de « collage ».
Par exemple, certains fabricants de cadre de vélo en acier préfèrent utiliser ce procédé qui confère, moyennant un process plus artisanal que la soudure TIG, de meilleures propriétés mécaniques, notamment en termes de résistance à la fatigue, mais aussi une très bonne résistance aux chocs.
Différences et avantages vis-à-vis de la soudure
La différence principale réside dans le fait que la soudure est un procédé consistant à fusionner deux pièces métalliques par fusion du métal de base et du métal d’apport. Dans la majorité des cas, les températures utilisées sont celles qui permettent la fusion des matériaux et du métal d’apport.
Le procédé de brasage a donc certains avantages vis-à-vis d’un procédé de soudage. Le premier étant sa capacité à assembler « assez facilement » deux matériaux de nature différente. Un autre avantage est la faible température utilisée qui est très inférieure à celle du soudage.
Les notions techniques liées à la température
 Brasage tendre / Brasage fort
Brasage tendre / Brasage fort
La limite entre brasage fort et tendre se situe à 450°C.
Brasage tendre : Brasage dans lequel la température de fusion (liquidus) du métal d’apport est inférieur à 450°C.
Le fil d’étain est le plus souvent utilisé.
Brasage fort : Brasage dans lequel un joint est obtenu avec un métal d’apport dont la température de fusion (liquidus) est supérieure à 450°C.
Dans ce cas, des métaux d’apport spécifiques sont proposés pour s’adapter aux différentes contraintes du brasage.
Point de fusion / Régime de fusion / Température de travail
 Point de fusion : Limite au-dessus de laquelle le matériau passe à l’état solide à l’état liquide. Seuls les métaux purs et les alliages d’apport eutectiques possèdent un point de fusion défini.
Point de fusion : Limite au-dessus de laquelle le matériau passe à l’état solide à l’état liquide. Seuls les métaux purs et les alliages d’apport eutectiques possèdent un point de fusion défini.
Régime de fusion : Intervalle au-dessus duquel le matériau est liquide (liquidus) et au-dessous duquel il reste solide (solidus). Concerne la plupart des métaux d’apport.
Température de travail : Température la plus basse permettant le brasage des métaux. La température des pièces à souder doit être très proche, égale ou supérieure à la température de liquidus du métal d’apport.
Les technologies de chauffe
Il existe différents types de chauffes qui permettent d’amener le métal d’apport à son liquidus.
Les flammes mono-gaz
 La flamme est générée avec un gaz carburant. L’oxygène compris dans l’air sert de comburant.
La flamme est générée avec un gaz carburant. L’oxygène compris dans l’air sert de comburant.
La flamme aéro-propane est ainsi très simple à utiliser et très bon marché.
Ce type de flamme apporte moins d’énergie qu’une flamme bi-gaz et produit donc une chauffe plus faible. Il faut être vigilant au choix de l’alliage de brasage à utiliser (point de fusion inférieur ou égal à 730°C).
 Les flammes bi-gaz
Les flammes bi-gaz
La flamme est générée avec un gaz carburant et un gaz comburant.
Le gaz comburant est de l’oxygène stocké comprimé et détendu pour le besoin du mélange.
Le gaz carburant peut être de différente nature. On retrouve notamment l’acétylène, le propylène, le propane et le gaz naturel.
 La flamme oxy-hydrogène
La flamme oxy-hydrogène
Avantages : 1 tuyau / mélange parfait et déjà fait / CO2 +++
L’hydrogène du mélange oxy-hydrogène est obtenu par électrolyse de l’eau. CTA Site@ / notre partenaire bulane.fr
En cours de discussion avec BULANE
 L’induction
L’induction
Le brasage par induction s’effectue à l’aide d’un inducteur constitué d’une bobine dans laquelle passe un courant alternatif qui génère un champ magnétique.
Le brasage par induction permet de braser de nombreux matériaux ferromagnétiques de façon précise, rapide et répétable.
C’est un procédé couramment intégré sur des lignes de production automatisées.
 Les fours
Les fours
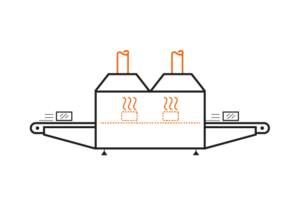
Les fours de brasage se divisent en deux grandes catégories :
- Les fours continus assurent le même niveau de température en chaque point du four (à quelques variations près). Le produit entre à une extrémité et ressort à une autre.
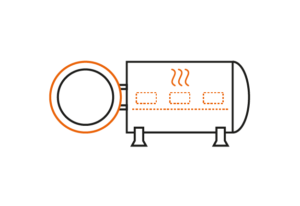 Les fours discontinus font évoluer leur température suivant un cycle de chauffe défini. Le produit est fixe.
Les fours discontinus font évoluer leur température suivant un cycle de chauffe défini. Le produit est fixe.
Les pièces à braser sont assemblées entre elles à l’aide d’un alliage de brasage puis introduite dans le four avant d’être chauffées. Le brasage sous vide est fréquemment utilisé dans ce type de matériel. Cette technique permet entre autres le brasage de formes complexes.